I difetti derivanti da errati processi di avvolgimento e ribobinatura
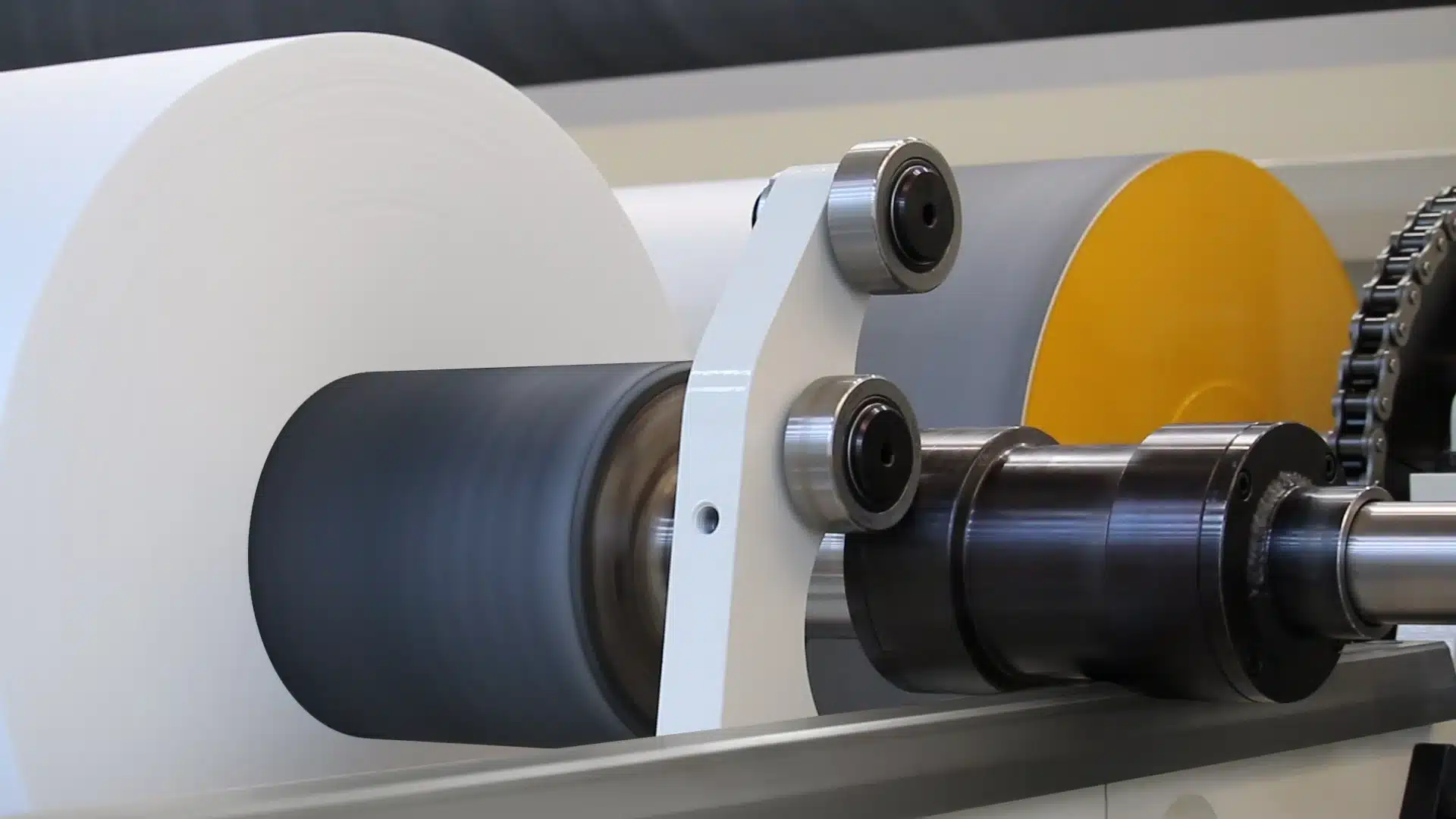
Come abbiamo già detto in apertura di articolo, errori nei processi di avvolgimento e ribobinatura possono inficiare la qualità del tessuto non tessuto ottenuto nella linea di formazione a monte. Un’impostazione errata dei parametri di processo possono dar vita, infatti, a numerosi difetti. Vediamo assieme i principali di questi, mettendone in evidenza la causa.
Tensione eccessiva
Se durante le fasi di avvolgimento e ribobinatura vengono utilizzati valori di tensione del velo troppo elevati, daremo vita a bobine eccessivamente compatte che potrebbero presentare i seguenti difetti:
- Perdita di bulk del prodotto
- Collasso dell’anima di cartone
- Increspature: bande di larghezza relativamente uniforme ed equidistanti dai bordi, caratterizzate da segni diagonali al loro interno e localizzate tutto attorno alla bobina
- Grinze longitudinali: pieghe in direzione macchina e angolate rispetto all’asse della bobina; sono punti deboli che possono portare alla rottura del velo
Tensione bassa
Se una tensione eccessiva è sicuramente da evitare per i motivi sopra esposti, anche utilizzare un valore di tensione troppo basso può portare a numerosi problemi, tra cui:
- Ovalizzazione della bobina
- Bobina con impronta: quando la bobina è eccessivamente morbida e poco compatta, la superficie esterna potrebbe presentare una sezione appiattita, anche a seguito di operazioni di movimentazione e maneggiamento non accurate
- Anima non solidale con la bobina: se l’anima viene messa in rotazione ad una velocità diversa rispetto a quella della bobina circostante in formazione, lo spostamento rotatorio potrebbe causare la separazione del velo di TNT dall’anima.
- Irregolarità del profilo della bobina
- Telescopia: disallineamento progressivo del bordo della bobina dovuto allo slittamento degli strati in direzione trasversale o in direzione macchina. Le bobine risultanti presentano un profilo concavo oppure convesso
Errori di impostazione della funzione taper
Se, durante i processi di avvolgimento e ribobinatura, la tensione (e, se necessario, di nip e coppia) non viene ridotta al crescere del diametro della bobina (funzione “taper”), è possibile che si riscontrino, ad esempio, problemi relativi al profilo come telescopia o stellatura (presenza di un pattern “a stella”).
Difetti caratteristici della fase di ribobinatura
La ribobinatura è una fase del processo estremamente delicata: da qui usciranno infatti le bobine finite che, in caso di presenza di difetti significativi, potrebbero essere scartate, portando a perdite di materiale e denaro. In aggiunta ai difetti sopra descritti, ne esistono alcuni che sono caratteristici della fase di ribobinatura e a cui bisogna prestare particolare attenzione:
- Bobine imparentate: difetto risultante dalla sovrapposizione di strisce di materiale contigue durante la ribobinatura
- Difetti relativi alla fase di taglio, che possono portare a bordi frastagliati e dall’aspetto danneggiato oppure alla presenza di rifili non correttamente rimossi all’interno della bobina
Infine, soprattutto in caso di tessuti non tessuti destinati al mercato igienico-sanitario, è assolutamente necessario evitare la contaminazione delle bobine finite da parte di agenti esterni come polvere (risultato della fase di taglio), olio e grasso.